The client was facing 2 main challenges with this floor.
Challenge #1
The floor in question is in a high-traffic area. Additionally, this high traffic also consisted of heavy loads – often exceeding 3,500 lbs per load.
Motorized pallet jacks are used to move these loads. Pallet jacks with rubber tires (image below) put a lot of stress on VCT flooring. Particularly when they are used to make sharp turns. They leave burn marks and do other damage to the floor.


Challenge # 2
The second challenge our client was facing is that the floor is located below grade in the lower level basement. This leads to the presence of moisture. Applying epoxy to the concrete floor provides the hardness to stand up to the heavy-load traffic, but it doesn’t solve the moisture problem. For that, we needed to apply a moisture barrier.
Solution:
Here are the steps we followed to solve these two challenges facing our clients:
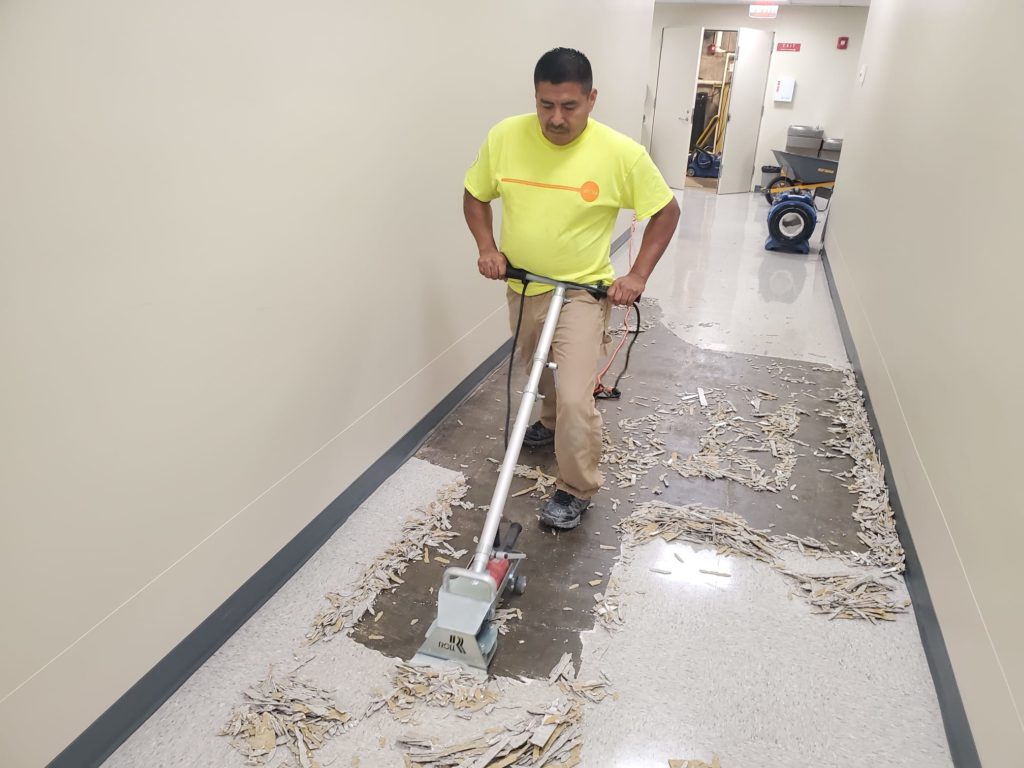
Removed vinyl composite tile (VCT)


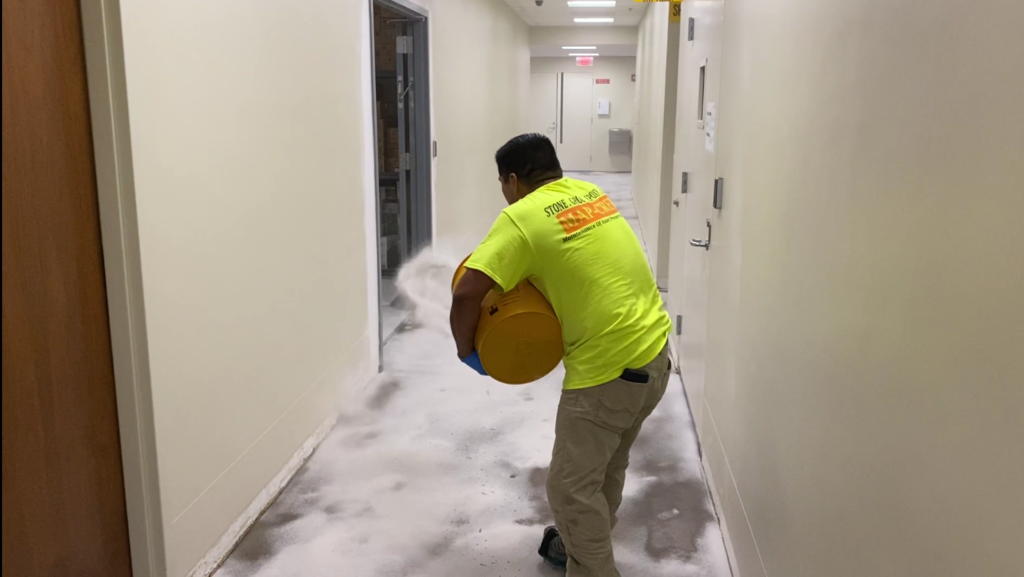
Profiled concrete using a concrete grinder with metal bond diamond

Shotblasted the concrete floor for better adhesion

Moisture testing using Wagner RH system to determine the type of moisture barrier to use

Performed repairs on the concrete floor


Applied Schönox EPA 100% RH Epoxy Moisture Mitigation System

Installed epoxy then broadcasted silica sand for durability
Applied medium gray heavy-duty industrial epoxy followed by urethane topcoat

Results
The client now has a floor that can stand up to the wear and tear of their high-volume, heavy-load traffic. They no longer worry about having to make future repairs due to moisture damage.
Have questions?
If you have questions about restoring your concrete floors or you need help with any challenging floor situations, please feel free to reach out anytime via our contact form or call 913-322-6200.

Mo Bashar, I.C.E. GB
Facility Care Specialist
Want to know more?
Call: (913) 322-6200
Or
Contact Us to let us know how we can help you!